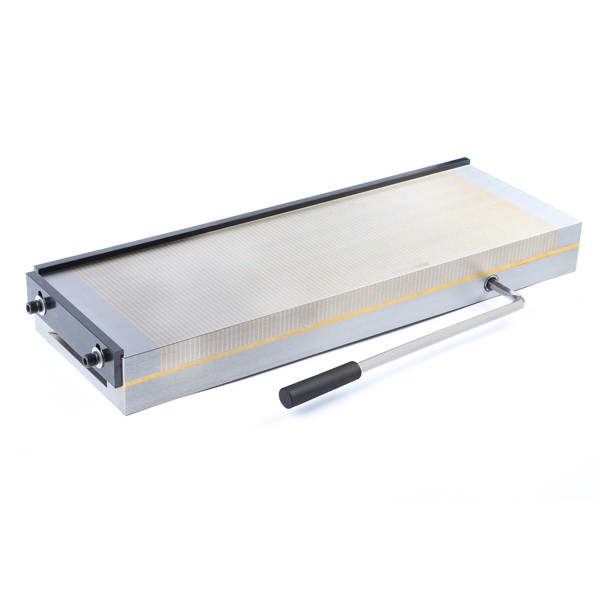
چاک مغناطیسی قطب ریز برای سرفیس ریدر
زنبور ابزار با کیفیت بالا عرضه می کندچاک مغناطیسیچاکهای مغناطیسی که طبق بالاترین استانداردها تولید میشوند و در اکثر اندازههای معمولی موجود میباشند، دستگاههای مدرنی هستند که جایگزین گیرهها، گیرههای مکانیکی و فیکسچرها میشوند که کار شما را در حین ماشینکاری مواد فرومغناطیسی تسریع میکنند.
چاک های مغناطیسی می توانند با بستن و بازکردن اجزای ماشینکاری شده در زمان زیادی صرفه جویی کنند، در حالی که قطعه کار را از 5 طرف بدون آسیب رساندن به محصول قابل دسترسی می کند.
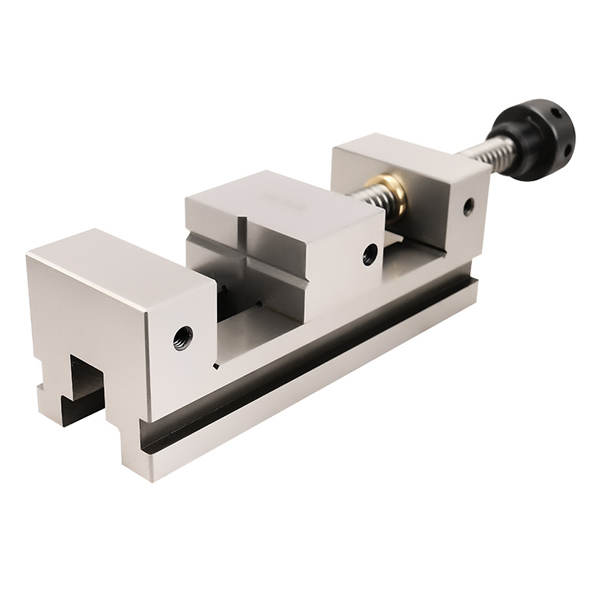
قطعات کار برای ماشین کاری به طور سنتی با استفاده از گیره ها یا فیکسچرها در جای خود نگه داشته می شوند، اما قسمت خالی، ریخته گری یا آهنگری را نیز می توان با چنگال کافی نگه داشت تا امکان آسیاب، تراشکاری، سوراخکاری یا سنگ زنی فراهم شود.چاک های مغناطیسی معمولاً در کاربردهای سنگ زنی سطحی استفاده می شوند، اما اکنون در ماشین آلات عمومی نیز مورد استفاده قرار می گیرند.
| شماره سفارش. | بعد، ابعاد، اندازه | مغناطیسی | فاصله گذاری | وزن (کیلوگرم) | ||
| (MM) | زور | (آهن + مس) | ||||
| L | B | H | 120N/CM² | 1.5+0.5 یا 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

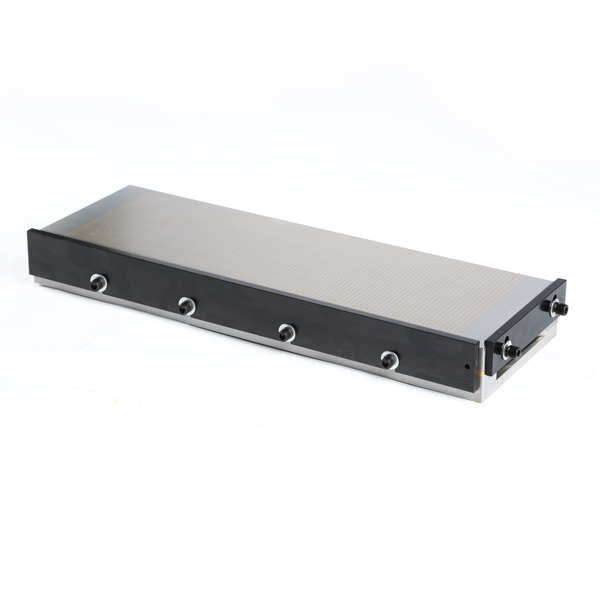
مزایای چاک های مغناطیسی
مزایای چاک های مغناطیسی عبارتند از:
کاهش راه اندازی
افزایش دسترسی به بسیاری از اضلاع قطعه کار.
ساده سازی برگزاری کار
کارکردن چاک های مغناطیسی آسان است
مزایای ما با تهیه چاک های مغناطیسی:
* چاک های مغناطیسی تضمینی با کیفیت بالا
* چاک های مغناطیسی با قیمت رقابتی
روش استفاده
1. فنجان های مکنده باید قبل از استفاده تمیز شوند تا از خراشیدگی بر دقت جلوگیری شود.
2. قطعه کار را روی میز مکنده قرار دهید، سپس آچار را در سوراخ شفت قرار دهید و 1800 تا ON را در جهت عقربه های ساعت بچرخانید، سپس قطعه کار را برای ماشین کاری بمکید.
3. از دمای محیط در -400-500 درجه سانتیگراد استفاده کنید.هیچ ضربه ای برای جلوگیری از کاهش مغناطیسی لازم نیست.
4. اگر قطعه کار تمام شده است، آچار را در سوراخ شفت قرار دهید و آن را 1800 بار در جهت خلاف جهت عقربه های ساعت به حالت OFF بچرخانید، سپس قطعه کار را می توان خارج کرد.
5. سطح کار را با روغن ضد زنگ به پایان برسانید تا از خوردگی جلوگیری شود.